|
本站前文《APS能否轻松愉快?》描述张总参观APS企业看到用APS可以很轻松愉快。但很多企业认为该案例的这家企业用相当完善和成熟的管理体系对付一个新产品,说服力不足,因为企业此前已付出过较大的努力。如果APS既没有数据也没有建立管理机制,能否白手起家通过完成一个简单任务实现较高级的功能,快速提高企业生产管理水平?
一般情况下,不付出较大努力即可完成的简单任务效果也不会很明显。但APS是一个包含完善理念的管理工具,这个工具即使只是简单使用也可以体现出其理念的强大力量。本文模拟一个常见的生产工作会议,证明在实施初期,APS如何通过完成简单任务实现高级生产管理功能。
陈总主持召开例行生产工作会议,首先总结上个月的生产和当前遇到的问题,最后的关键是下个月的生产订单。
陈总说:A客户那边很着急,这个G订单要的500件生产任务一定要加紧,到底什么时候能开工?什么时候能完工?客户那边等着答复呢,这次必须定下来。
一车间张主任说:按照当前的车间生产进度和订单情况,有几个订单一样急着赶工,这个月是不可能开工的。下个月的话,因为A、B、C订单的交期估计到5号,根据经验G订单的开工时间要再晚几天,所以5号以前不可能开工,我们加点紧的话,最早5号能开工......
陈总问:那一车间就辛苦一下吧,加点紧,先定5号开工。500件的标准生产时间为10天,15号是不是可以完成?
张主任说:15号有困难!因为好几个设备的加工精度降低,本月底进入维修,下个月要晚好几天才能用,影响A工序估计要推迟4天;目前工人的情况不太稳定,难以估计未来在岗在职的人数,会影响B、C工序,估计要推迟3天;另外有几个物料消耗较快,正在申请临时采购补充,到货时间不好说,可能影响D工序,估计再推迟3天。如果不出其他异常情况,综合估计生产20天以上的可能性较大,到时候我们加加班赶一下进度,应该可以再提前几天,这么估计下个月20号可以完成。
陈总说:那我督促一下采购那边;设备部老李确保一下维修进度;我再让人事部安排好人员到位——大家努努力,争取20号完成订单。
对所有企业这都是一个再正常不过的生产工作会议。由于张主任对当前生产情况把握的细致程度无人能比,摆事实讲道理无可辩驳,此时他的经验和估计是决定性的。陈总即便有怀疑也不太可能一一去对照、肯定或排除,只能接受张主任做出的结论。
张主任说的话里留了很多余地,20号也是要经过努力才能实现的,并非确定无疑的生产目标;而且不排除再出现新的情况导致它无法完成——张主任此时的分析全不全、对不对呢?陈总很难做出客观评价!20号这个生产目标不仅是模糊的,而且没有具体分解到每道工序和每个岗位上,未来交期延误是谁的责任不好区分和判断。
其实张主任给出的20号完成是一个‘弱承诺’,把它作为企业生产目标也是一个‘弱目标’,降低了张主任承担的责任和压力。它更像一个生产口号,无法形成精确的、持续有效的岗位责任、约束力和工作压力。陈总虽然对此心知肚明,但是也没有更好的其他方式,这也是传统手工生产管理的很大弊端。
更重要的是在这次会议之后,大多数生产信息不会及时传递给陈总,陈总无法持续监督该订单的生产情况。陈总最关注的还有当企业再次遇到类似的生产订单是否能有所提高,更是一笔糊涂账。
如果这个订单问题遇到完善的APS的理念自然迎刃而解。但是企业想要实现完善的APS理念需要较长时间,必须假设在APS实施初期,企业没有经试错产生的精确产能数据,也没有完善的生产管理机制,这样的APS在这个会议上能起到什么作用?
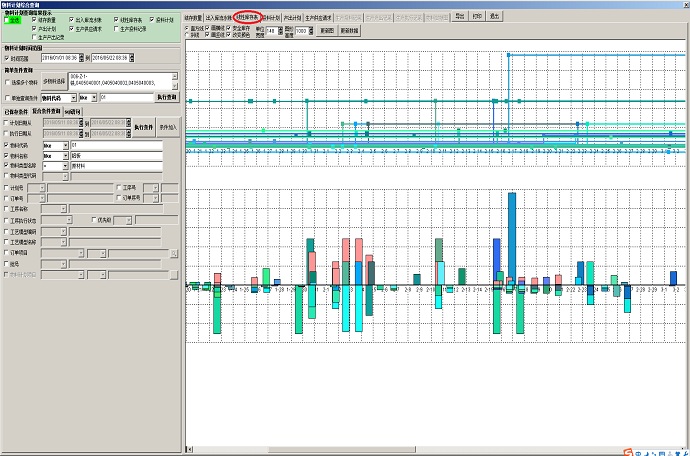
首先把陈总和张主任的发言用‘APS时空图’表达出来是这样的:

分析该图,最大的变化是增加了新的‘手工计划’维度,上面红框内的是APS理论产能计划,对应陈总所说的‘按照标准时间生产10天’的那个计划;下面红框内的是新维度‘手工计划/现场调度’,对应张主任所描述的生产。注意这套数据上的3条虚线是做了3次调整,分别对应张主任所描述的设备维修、人员、物料三种延误。
该图把一个纯理论计划,一个纯手工计划放到一起,不难看到APS并没有真的参与生产计划。因为此时APS不掌握从现在到未来的产能计划、也不掌握精确的生产工艺、也不掌握未来库存数量、也不掌握车间设备人员等产能因素的未来变化趋势,APS纯理论计划只是一种形式上的存在,目的是对比分析。最终的订单交期只能依靠张主任的纯手工经验和估计。也正因如此,这张图代表了一个简单任务:用APS数据表达手工生产管理。
与此对应,陈总只要用APS做以下几个简单工作:
1)企业已经把未经处理的传统标准生产数据简单导入到APS,由于是简单导入,它只是原始和粗略的生产数据,除了‘10天’这个经验时间数值,距离正确的有限产能数据还有很大差距。
2)张主任提出5号开工,陈总就用这个原始工艺在5号做‘APS一键完成排产’,得到15号完工的‘理想计划’,同时也得到一套对应的‘手工计划/现场调度’数据。
3)陈总在‘手工计划/现场调度’甘特图上做3次手工拖动,得到张主任描述的生产模式;
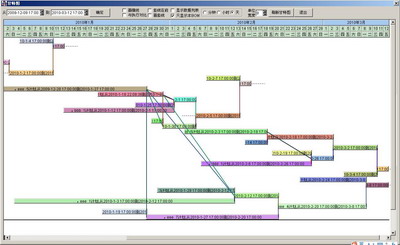
陈总在APS上做这几个简单工作后,就得到如下图的座舱化甘特图:

这张图表面上只是用新的APS数据形式代替传统的会议记录。但传统的企业‘会议记录’一直都运转正常,全新的‘APS会议记录’对企业有没有用处?继续研究它有以下特点:
特点1:全目标分解和生产细节比对
张主任只描述了三个节点时间(红色虚线),但是APS自动、强制性加入了大量生产细节,相当于做了完整的目标分解,虽然每个细节目标都缺少依据和支持,不可能完全正确,但是与张主任所描述的生产保持了形式上的一致。此时它的作用不是正确,而是与未来的实际生产做对比分析,去发现问题和差异,其意义远远大于表面的简单。
再用未来生产结束以后的完整甘特图做对比:

该甘特图中的新维度‘MES报工(绿色)’参与对比后,陈总理论产能计划中工艺数据缺失和错误、张主任手工描述生产模式的错误和遗漏的地方,原来模糊不清现在一目了然。由于每一道工序都在该图中做细节对比,找差异,出问题的工序未来无处隐藏,无形中给每道工序明确的生产目标,也增加了‘不要拖后腿’的工作压力。
有差异就会有疑问、就会有解释、就会有解决方案、就会有责任、就会有提升。未来APS工艺如何做、理论产能计划如何做、手工计划和现场调度如何做、MES报工如何做、物料计划如何做.......在差异对比之下也更加清晰明确。
特点2:全厂共享信息和全程实时监控
会议结束后,通过APS数据库网络,该图以及背后的数据立即共享给全厂各相关部门,该订单的相关信息不再是张主任或陈总专属。企业内所有相关人员都可以通过以下方式参会到对该订单的实时监控和维护中:
1)预测与情报分析系统:业务人员把获得的可能影响该订单的多种信息,录入到系统中提示管理者做决策;
2)预报工:现场执行人员预测到某工序有异常,会延误,提前做‘预报工’,提示生产管理者;
3)现场调度:接近实际生产阶段,张主任或调度人员必须再次根据实际生产状况决定新的工序时间,直接在上图中做拖动即可,与陈总的拖动操作相似;
4)MES报工:实际生产执行的MES记录;
陈总不必再次召开生产工作会议,企业里任何人想要提供任何生产信息,和表达任何想法,都可以通过以上方式提出,陈总只要随时做监督、监控。APS起到生产管理信息中心的作用。
张主任的经验和估计仍然是企业的宝贵财富,但不再需要口头描述,他可以直接用以上更规范的方式做更加精确的表达和反馈,发挥出更大的作用。
特点3:APS的远大理想
总结以上2个特点,APS已经为企业实现了很高级的生产管理功能。但是,假设企业找到一个画甘特图软件,完全实现陈总在会议上的相同拖动操作;再增加一个信息共享和MES报工的数据库软件,实现共享生产信息和MES报工实时监控,是否也得到与APS相同的管理升级效果?答案是否定的!因为APS有更远大的理想。
以上总结的‘特点1’和‘特点2’远非APS的核心和理想,只是前期的数据准备。当‘特点1’对比分析数据得到更优化的有限产能工艺数据,APS下次排产的时间就会更精确一点,使得‘特点2’全厂信息共享更精确、实时监督更方便,这种小升级的趋势不可阻止,不可逆转。把很多这样的小升级积累起来,APS时空图中‘张主任的经验+估计’部分会被精确的APS有限产能计划覆盖,用APS排产直接得到比张主任更权威的APS有限产能计划,是‘强目标’和‘强承诺’,不仅可以做决策支持,回答客户,还把企业目标精确分解到所有岗位,建立企业生产的目标链、承诺链和责任链。这些理想远远不是‘画甘特图软件+信息共享+MES软件’能实现的。理想不同,当然运行效果也会有极大差异。
综上所述,企业用APS做正式排产之前只要先完成一个简单任务:把传统手工生产管理用APS数据表达,把差异展示出来,企业就可以开始逐步提高生产管理水平,让APS理念成为水到渠成的事情。
|