|
APS理念不断升级后,很多企业最关注的是我们能否轻松愉快实施APS。
从沏茶模型看,APS的计划结果会导致生产时间优化和缩短,工作效率提高,结果是更多工序不能延误否则无法完成交期和目标。带来的是工作量增加、工作压力增大;而且任何工作进度都自动与APS工艺数据和理论产能计划做对比分析和预警,让每个人处于严密的监督之下。简单结果:APS导致压力增加、工作量增加、严密监督,肯定不会更加轻松愉快。
但是,APS系统里有一个另类,在APS初始阶段,它不仅不会提高工作效率,也没有工艺数据、目标和交期的限制,基本就是传统手工‘现场通知/现场调度’模式的延续,无限制、无压力、无监督,当然轻松愉快——这个另类就是APS五层结构理论中的‘手工计划/现场调度’。
以下模拟一个案例,A企业老板张总去B企业参观APS实施。
首先张总的基本观点认为:本企业的生产管理基础严重不足,没有数据,也没有规范工作流程,目前只能接受最简单的改变和升级。张总参观实施APS的B企业,
一开始先看了APS建立工艺数据和APS产能计划的自动排产,张总认为APS里的有限产能工艺数据、产能优化排产、第一时间理论、临界点管理这些概念
和理论要求太高,不适合自己企业。张总对B企业老板陈总说:能不能只看最简单的、最轻松愉快的那些东西?陈总说:有的,于是带张总去参加一个车间调度会议。
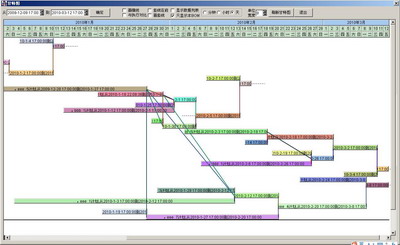
这个调度会议之所以会召开,是因为这次要生产的是企业从来没有生产过的一个部件M,工艺部拿不出工艺数据,计划部也出不了计划,且时间紧迫,车间必须按照自己的传统方式完成生产。车间李主任召集了几个相关的工艺人员和工段长、班组长,简单描述了新部件的生产要求。虽然是全新部件,但是工艺人员认为与之前的某部件差不多,因此先给出了大致的生产框架,之后,与会的各位你一言我一语开始补充。李主任在APS的现场调度界面上随时把每个人说的内容加进去,用沏茶模型表示成下图的‘现场调度板’模式:
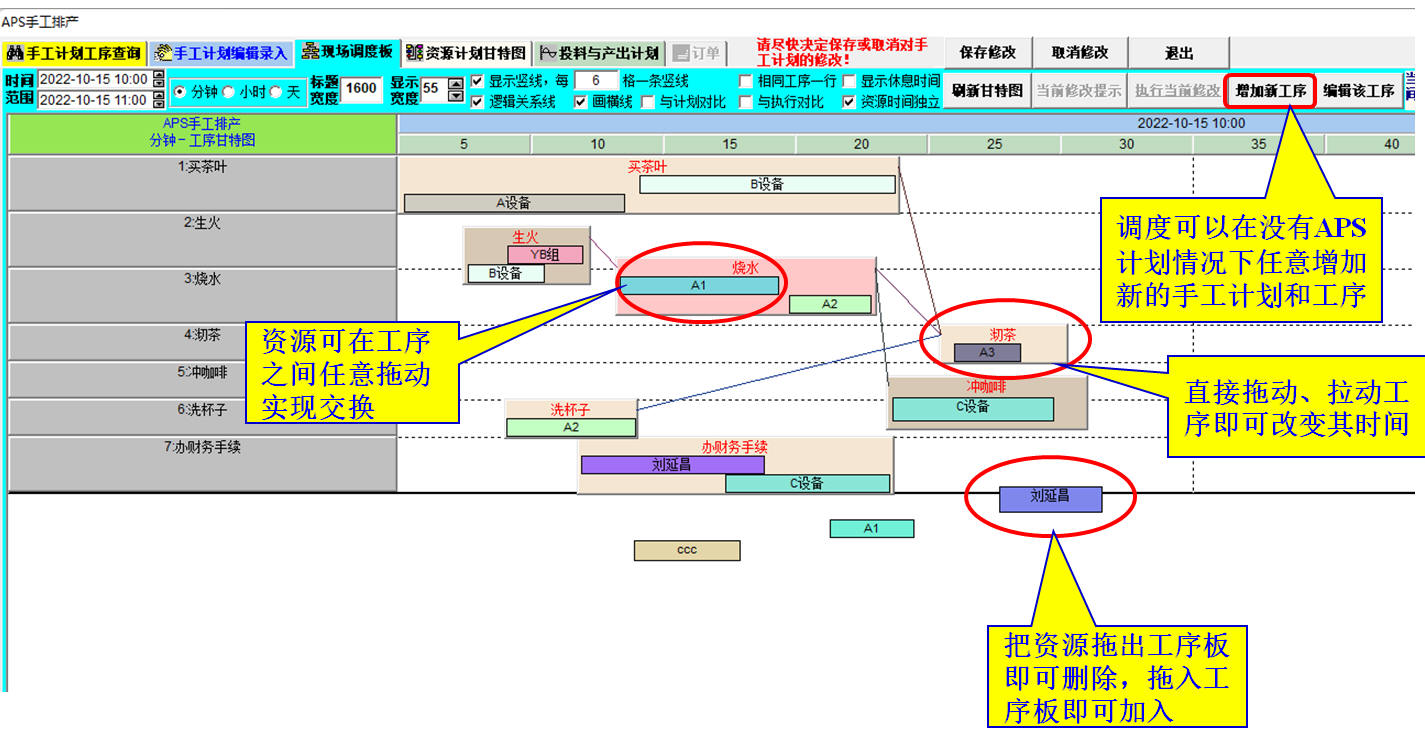
张总最关注的是李主任增加工序、改变时间、增减资源的操作速度非常快,基本上都是鼠标拖动和拉动,工序时间、设备资源全部加入到图中。每次不等发言人讲完,李主任就已画完甘特图,之后就是对这个甘特图做讨论和修改,讨论的重点是工艺、人员和时间,甚至发生几次争执,直到最后的甘特图被全体通过,李主任点‘保存修改’,该图包含的全部生产内容立即被全厂共享,特别是传递到车间相关岗位的MES卡片中,等待做MES报工。
让张总印象最深刻的是:这次生产调度会议不仅高效,而且气氛始终轻松愉快,每个人畅所欲言。
张总对陈总说:看来APS是一个很方便很快速的‘画甘特图+生产通知’软件。而自己的A企业要先制定计划、再填写表格,再
逐级分解和下发,不直观、效率低、不透明——但是,你这个过程与我们A企业本质上差不多,因为主要还是依靠经验,手工下计划,只不过是生产通知的方式不一样
,更快更方便了。
陈总不置可否只是笑了笑,继续带张总去其他部门,张总很快发现实际情况远远不是这么简单。
不简单一:工艺部快速建立产能模型
张总和陈总又来到工艺部,看到工艺部技术主管点击一个按钮,就把刚才车间调度结果转化为‘产能工序列表’和‘产能工艺模型’,有了工艺模型计划部门就可以快速下达APS产能计划。张总感叹说:这么做
就不需要去现场收集数据,轻松多了。但是工艺部主管说,这次从调度转化得到的工艺模型只是最原始的产能数据,还需要根据之后的现场调度和MES实际报工结果再做进一步产能优化和调整,最早下次才可以下达APS计划
。而下次的APS计划也只是给车间做参考,方便调度和报工,真正精确的APS产能数据还要再做多次对比分析,要找到正确的数据,把有错误的数据去掉。
陈总补充说:他们需要很深入的做现场挖掘和对比分析数据,每道工序为什么是这个时间?
刀具、工装、模具要不要进入APS计划约束产能?这个活到底几台设备能干?看起来差不多的工序间运输,有的要计算时间有的不用计算时间......这些以前都是个人经验,现在要
挖出深层的东西来,最终的APS计划大家才认可。
张总立即想起来说:这不就是之前讲的‘试错’吗!我们试过直接用现场调度数据、直接用MES数据、直接用收集整理的工艺数据,做排产都会有问题,要反复测试修正后才能用,也就是你们说的‘试错’。这个过程
一定要结合生产现场很多复杂因素,肯定不是很轻松的。
陈总说:是的,我们初期也经历过多种数据方案的选择,无论如何选择,最后不试错不行。
不简单二:在APS产能计划下的现场调度/手工计划
张总又好奇地问:下次有了APS计划以后,车间再做现场调度是什么情况?陈总随手打开一张车间正在调度中的甘特图:
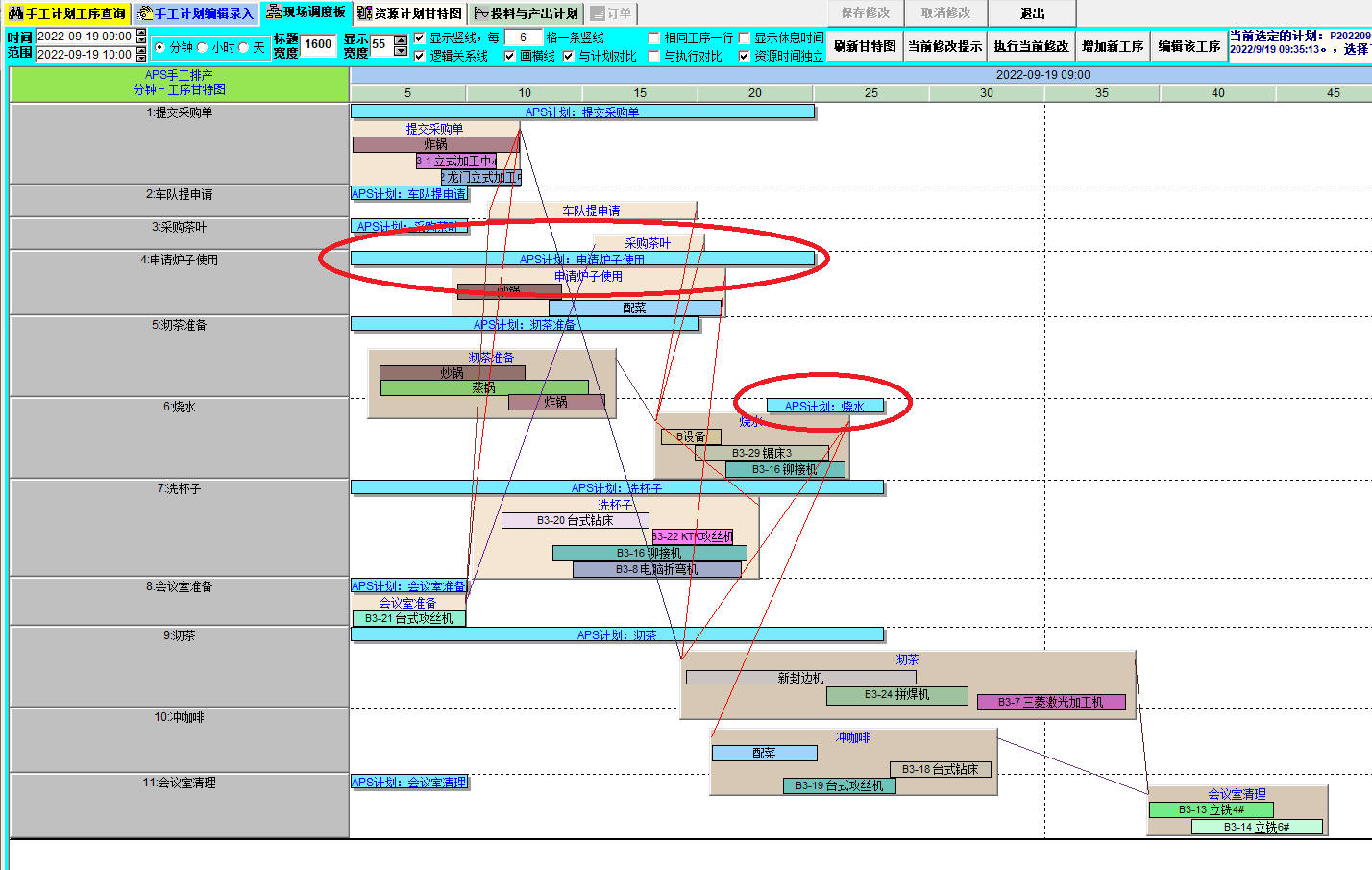
张总看到,有了APS计划以后,不仅是工序和计划内容更复杂,调度更加细致,更重要的是蓝色的APS理论产能计划甘特图会跟随每道现场调度工序,对比效果一目了然。陈总介绍说:有了APS计划,调度就不必录入工序和资源和时间了,直接都有,在上面拖动就行。
张总说:这样的调度外表看起来更轻松愉快,但实际没那么轻松愉快,因为每道工序都有工艺、计划和目标的限制,要考虑更多。
陈总说:是的,因为你有权跟APS计划不一样,但你担着责任。
张总又问:这时候再开调度会是怎样的?
陈总说,除非遇到特殊情况,不会再有这种调度调度会了。张总不明白,陈总继续说:APS计划是提前3-4周下达,现场调度实际上立即开始,
始终不停,即使没有任何改变,你也要一直‘盯着’,只要车间发现时间有变化,必须立即完成对应的调度工作,不能延误,更不能等开会,否则计划部接到信息想修改APS计划也来不及了。
原来是这样!张总再仔细看果然发现图上蓝色APS计划与调度计划时间是几天后的,且相差较大,问这个情况是不是APS产能计划要做调整?陈总说,计划部也会要随时‘盯着’来自现场调度、预报工、‘预测与情报信息’的情况,一般不会轻易调整APS产能计划和生产目标,但如果差异超过一定的临界点,当然会做调整。张总第一次听到‘盯着’这个说法,但立即理解了‘临界点’和‘第一时间’的含义,说:是的,如果这种现场延误如果不是随时盯着,在‘第一时间’处理‘临界点’,计划部门再有挽救和调整方法也来不及执行了。
张总问了一句:3周前就开始调整,这个不叫现场调度吧?陈总说:提前一周叫手工计划,提前一天的叫现场调度,没什么大的区别。张总要求去真正的现场调度看一看。
不简单三:产能提示和自动排产计算
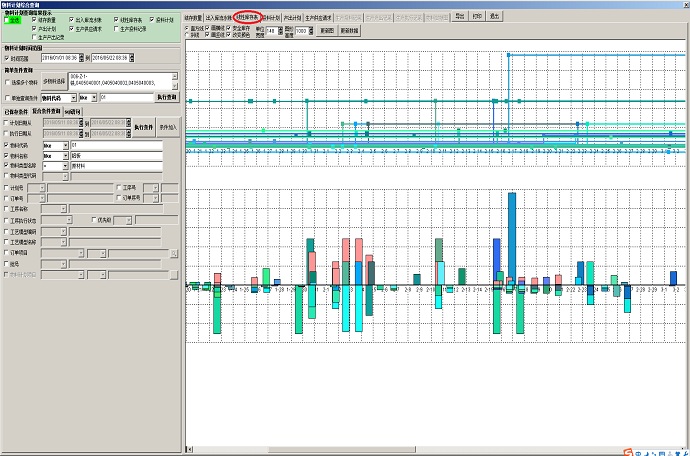
陈总带张总来到一车间调度室,调度室冯主任正在打电话与现场联系,一边打电话,冯主任一边打开APS调度模块,就是张总刚才看到的调度甘特图,冯主任在上面拖动了一下,再点击,出现一个新的提示窗口:

冯主任看了看提示,点一个按钮,APS计算片刻后显示出一个新的甘特图,冯主任对着图继续回答电话。
打完电话,冯主任对张总介绍说:平时现场调度确定一道工序的时间要根据很多因素,首先是来自APS计划的目标和工艺限制;然后是来自车间班组的人员、设备、物料、前工序的状态;还有就是个人经验。一般提前1天可以确定明天的工序。刚才就是车间报告了一些情况,会影响到明天的生产,刚才用APS调整了一下,发现有冲突,让APS自动计算后一个结果,再与现场确认,确定明天的调度时间。
张总问与用APS以前对比有什么不同?冯主任说:方便多了,特别是一道工序调度后,后续所有受影响的工序会自动连锁完成调度,减少很多工作量。但责任也大多了,APS计划时间比以前手工计划紧的多、严的多,必须随时盯着,差一点就无法完成;调度结果同时对上传给计划部,对下给车间班组,两边都会又反馈,一旦出现问题要立即解决。
冯主任再打开一个预警界面,自动对比差异和预警会自动出现在计划部、工艺部、和陈总的桌面上:
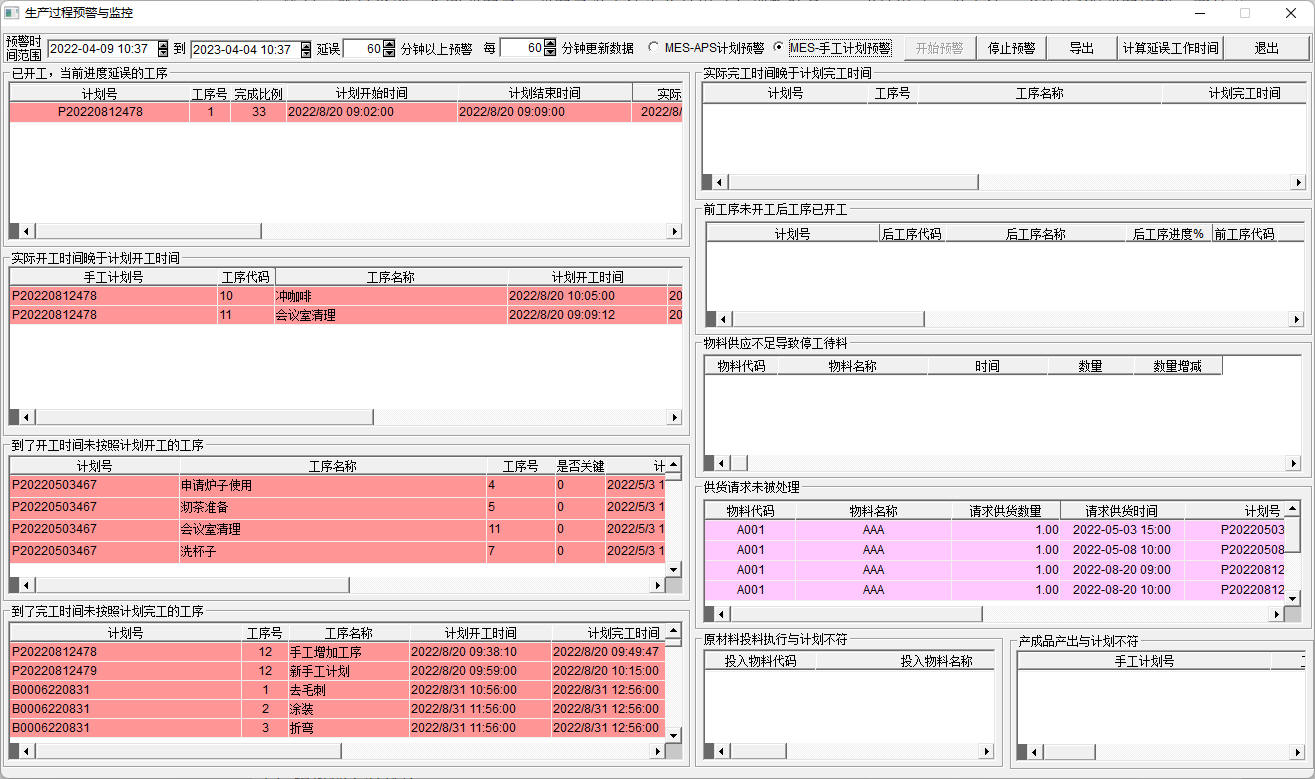
冯主任说的很简单,张总发现这里面的事情并不简单,对陈总说:表面上看工序的拖动、拉动很随便,其实有严格的管理和限制。
陈总说是的,又补充:车间调度有权做各种临机决断,但是要承担责任!你的决断是正常的、不正常的、好的、不好的、及时的、延误的,最后都会有说法。还有MES现场报工、APS计划、产能工艺的人,都是一样的
担着责任。
回到陈总办公室,陈总继续总结说:APS一开始的轻松愉快很重要,类似画甘特图软件和任务分解、传达软件,但是轻松愉快不是APS的目标,只是手段,APS越深入,效率提高,工作量增加、压力增加、责任增加,APS里不轻松愉快的东西才会出现,但是生产管理的确是提升了。
张总连连点头,说
:一开始我看到你们讲APS,点一下就出计划、交期、目标,还可以试运算做决策支持,好是好,但对数据要求太高,我们拿不出这个数据来。如果我们真想这么做,要找软件公司的人来培训洗脑、调研、测试、整理数据.....成本太高,大半年拿出一套数据实际我估计有七、八成准就不错,剩下不准的那些东西后续还怎么处理不知道,肯定要出很多事,我们企业的人不会认可......
陈总插话:你太乐观了!我们走过这个弯路,搞了一年多整理出来的数据最多只有四、五成准,软件公司来调研也没用,影响交期的一些真正产能因素还是要在实际生产中与现场调度、MES报工对比才弄出来的。
张总连连赞同说:我们厂早就有人提过——让APS的人过来给数据,给管理,都不靠谱!你软件公司不可能深入理解我们的生产,这些东西是花钱买不来的。而刚才看到的模式就没问题,先把APS当工具软件,在上面跑起自己企业原来的现场调度和MES报工那一套东西,同时就把数据丢给APS,让APS计划慢慢往我这边靠,证明没问题了你的APS计划才生效。这样我们自己就能把APS玩起来,软件公司远程技术支持就行,不存在过不去的门槛,过程顺了,成本也降低了。
陈总说:没错,但是用APS做调度和报工并不是简单跑企业原来的东西,是把原来的调度和报工都做了很大提升的,工作效率、规范性、公开性、及时性都比以前好太多了。先用APS得到这些现实的好处之后,再把收集到的数据传给工艺部门,试错以后出APS产能工艺数据和产能计划。最终试错最重要,这个只能靠企业自己来完成。
张总对此表示赞同,说回去以后立即重新安排实施APS的事情。
|