企业利用APS做计划一般是从某个局部生产开始,因为企业最初只有局部生产工艺数据。但APS面对的是整个企业的生产计划和管理,下一步的关键是大量局部APS计划如何连接成一个整体。
假设一个完整生产计划包含AB两个班组,A班组制定A计划通过车铣刨磨等工序生产出中间品A,把该中间品提供给B班组制定B计划继续加工生产出产品B。一种最简单的连接方式是A班组先用APS下达计划A,B班组通过观察A计划的完工时间下达B计划。这样A、B计划都是自动下达但是它们之间的连接方式全凭手工,因此这种连接方法可称为:‘人工观察连接法’。这种方法有一个好处:最大限度给B班组以生产决策权,让他们灵活决定自己的生产时间和数量,可以更好满足现场管理需求。但问题是B班组观察A计划再决定生产时间会很麻烦,如果观察错误B计划早于A计划,就会导致停工待料。
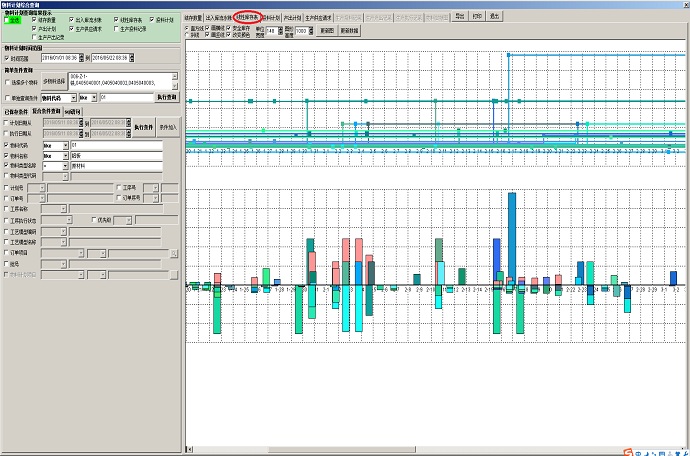
为此APS提供的解决方案是‘线性库存表正排法’,在下达完A计划后,APS自动计算
A中间品的未来库存数量,允许B班组不必观察A计划而任意按照自己的需要下达B计划,APS计算过程中如果发现没有足够的A物料供应,会自动把B计划的开工时间调整为A计划产出足够多A中间品的时间,这样AB计划就实现时间和数量的自动连接。这种解决方案让每个班组制定计划的时候很方便,但是会存在库存积压的问题。因为A班组下达A计划的时候对后面的B计划一无所知。假如B计划开工必须等到一周以后,A班组提前做出中间品A就会导致一周时间的中间品库存积压;假如B计划只需要10件而A班组在不知情的情况下生产了100件,也会导致90件的中间品库存积压。
为了解决这样的问题,可在APS上采用另一个解决方案:‘内部订单倒排法’。B部门先用APS排产处于生产末端的B计划,由于没有A计划此时A中间品的数量会不足,APS根据A中间品的线性库存数量自动提出A物料的缺料数量和时间,并产生‘APS内部订单’。A班组接到这张内部订单只要制定A计划满足订单要求,就满足B计划的要求。这样A计划的时间生产与数量都与B计划紧密联系,避免了过早过多生产导致库存积压和停工待料。另外A班组还可以把很多内部订单合并处理,让A中间品的生产时间和数量更优。最大限度降低库存和减少停工待料。企业用这种内部订单方法可以下达完整生产计划,从最终产品组装一直向前到最初的备料和生产准备工序。这种‘内部订单倒排法’的好处理念比较简单而且先进,容易操作,可以很好降低库存;缺点是排产效率较低,速度较慢。
以上连接方法都有一个共同特点,就是各班组独立下达和制定局部生产计划,班组计划之间的连接也必须经过人工判断和决策,可称为‘多决策点法’。优点是全员参与制定计划,更好体现出每个班组的要求,更精确满足生产现场的要求。缺点是效率低下,企业管理者不得不耐心等待各个班组产生订单、接到订单和下达计划,因此无法快速看到企业整个生产计划的全貌。
为了解决多决策点效率低下的问题,企业的应对方法是取消各个班组的独立排产权而对整个企业做统一排产、统一制定和下达生产计划,可称为‘统一决策法’。为满足此要求,APS必须提供一个
‘大工艺数据’,把企业所有班组的工序、工时、设备、物料等工艺数据都汇集到一起,建立包含整个企业生产的完整工艺数据,再用这个‘大工艺数据’下达完整的企业生产计划。下一个核心问题就是企业如何建立这个‘大工艺数据’。
建立大工艺数据的第一种方法是:‘手工连接法’,管理者用手工把工艺流程添加在一起并连接成为一个完整的生产工艺。优点是每个局部的生产方式都严格规范,可灵活调整内部结构。缺点是手工操作起来比较复杂,容易出错。而且一旦局部工艺有变化,这个大工艺调整起来会比较麻烦。
手工连接法是否能变得更简单,有一个明显的简化原理,一个局部工艺与另一个局部工艺的天然的连接方法是中间品物料,APS的第一个解决方案是‘自动串联法’:如果APS发现一个工艺的产出是另一个工艺的投料,就自动把它们串联在一起。这样把整个企业的生产工艺连接在一起会形成一个网络分枝状的结构,很像ERP里的BOM结构,不同的是APS串联起来的不仅是物料,还有工艺中包含的工序、设备和产能信息。APS自动串联法最大好处是方便快捷,企业只要把各个车间班组的工艺收集在一起,就可以让APS把它们自动串联在一起建立完整的企业生产工艺。但是缺点也很明显,如果一个物料有多种不同的生产方式,由不同车间班组走不同的工艺路线,
APS只会自动选择其中一个,这个过程无法体现人的生产要求。还有另一种情况是为了提高产能企业临时放弃某中间品的生产直接采购或外协,
APS的‘自动串联法’因为过于自动而无法满足这样的需求。
一个最简单的解决方案是‘自动串联法+人工调整’。企业用APS‘自动串联法’建立完整的企业工艺结构之后,管理者在可视化界面上面做一些手工调整,改变分支的走向或者删除分支,就可以建立起满足当前生产要求的复杂工艺。这种方法把自动串联法的好处和人的管理要求很好地结合起来,在一些生产结构相对简单的企业基本满足生产要求。
但是在大型加工装配并且生产结构复杂的企业无法这么简单解决所有问题。假设企业完整工艺路线上有多个中间品需要做生产模式选择,其中A可选择1车间2车间、B可选择3车间4车间、C可选择5车间6车间,则它们的组合选择有8种。假设企业有多个这样的选择点,每个点有M、N、K、P…..个生产选项,则可能的组合是M*N*K*P……这无疑是一个天文数字。如果A选择1车间B选择4车间C选择6车间对企业是一个独特的生产工艺,企业不可能每次都先自动串联再做3次选择来建立这个独特工艺,企业需要的是建立一个相对固定的中间品物料选择结构,把这个结构保存起来,需要的时候再利用这个结构建立完整工艺。这就是APS的‘工艺流程BOM’解决方案。这个方案的优点是让企业灵活建立起相对固定的生产工艺结构BOM(BILL
OF MODELS),每个局部生产工艺都可以任意调整,在接到订单后,再用最新的局部工艺建立起针对性的整体生产工艺。这种方法的最大特点是‘自动串联法+手工调整+保存固定结构+随时建立完整生产工艺’,它能满足最复杂企业快速建立完整生产工艺最高标准的要求。


APS有一个传统功能是针对中间品带库存的复杂排产功能:每个中间品在未来的每个时间节点上都会有一个库存数量,这个中间品是否真的生产取决于未来库存数量是否满足需求。‘工艺流程BOM’可以很好与这个功能结合起来。APS首先计算出BOM结构上每个中间品物料的精确需求时间,再去找这个时间点上未来库存数量——如果未来库存能满足供应则自动取消该中间品的生产,相当于代替人做了一次删除生产分支的操作;如果供应不足则按照规定的生产结构继续完成生产。‘工艺流程BOM’方案不仅以灵活方式满足建立最复杂生产工艺的要求,也满足企业对复杂局部分支是否排产的高级需求。
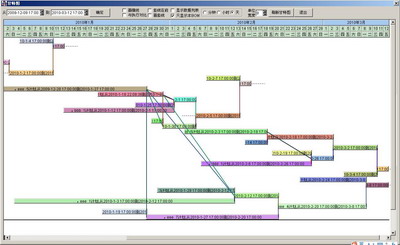
在工艺流程BOM的基础上更进一步,如果把每个工艺流程都计算为可以独立下达计划的工艺模型,则企业可以用同样的方式这工艺模型串联自动在一起再做手工调整,建立‘工艺模型BOM’,它与之前的‘工艺流程BOM’在结构上相似,建立方法和操作界面都相似,但是它串联起来的每个中间品生产节点都可以独立下达计划,因此它不需要建立一个大工艺再下达计划,而是用这个BOM结构直接下达整体生产计划。由于省略了建立大工艺的步骤操作会更方便。而且日常局部生产工艺可以任意调整和独立建模,不会影响这个工艺模型BOM的排产。
更进一步,利用‘工艺模型BOM’功能可以建立一种特殊的‘大工艺’:‘二级工艺模型’。它把各车间班组建立的复杂局部工艺模型当成一道工序来处理,这种工序可称为‘二级工序’,用逻辑关系把这些工序串联在一起可建立‘二级工艺模型’,这样的二级工艺模型下达以后产生父子两级计划,第一级父计划中包含的工序都是二级工序,因此数量会很少,看起来非常简单、明确和直观,把每道工序继续展开就看到其中包含的子计划,由复杂的具体工序组成。而且一道二级工序中允许包含多个可选择的工艺模型,APS可以在多种可选择的工艺中做自动取舍,根据最优的有限产能原则代替管理者做出合理的决策。
最后总结一下小吉星APS提供的计划连接方案,其中属于‘多决策点法’的包含以下:
1:人工观察连接法
2:线性库存正排法
3:内部订单倒排法
属于‘统一决策法’的包含:
1:大工艺手工连接法
2:大工艺自动串联法(加人工调整)
3:工艺流程BOM
4:工艺模型BOM
5:二级工艺模型
以上8种生产计划连接方案
只要根据具体生产计划需求情况再做合理组合,就能满足大多数企业的要求。