|
APS里有一类特殊工艺:产能核定工艺。它们不是用来实际排产,而是产生实际排产用的工艺模型,确保其有限产能的正确性。这是很奇怪的事——APS是排产软件,不用来排产的数据有什么用?用一个真实案例来说明:
某企业实施APS,工艺部门与计划、车间、物流等部门成立APS联合办公室,共同维护了一套‘完整’的APS工艺数据。这套数据不仅包含了车间的生产工序,还包含与之联动的后勤保障、质量检测、物流仓储、
采购销售和运输等部门的工作内容,甚至把下采购单、与客户联系的节点时间和成本控制分析报表的内容都包含在APS中。
老总要求尽快实现自动排产,但是这套APS数据方方面面涉及太多,反复测试总有不满意的地方,不断需要调整局部细节,而局部调整后又导致交期和节点时间与实际生产对不上,必须再调整时间......这样反复多次以后勉强拿出
测试结果,业务部门有不满意也不敢再做更多修改。但未来企业的生产管理模式肯定经不起这样的折腾,APS项目实施陷入困境。
联合办想到一个办法,请有多年车间管理和现场调度经验的张厂长看一下这套APS数据。张厂长的意见是‘整太多没用的’。张厂长提供了一套简明扼要的工艺数据方案,工序和资源和物料都大大减少,逻辑关系西也不太一样。联合办用这套数据与之前的复杂数据做测试和对比,竟然发现订单交期比之前更精确,怎么会这样?
联合办对张厂长数据做了详细研究,发现张厂长去掉的工艺数据,无论工序、资源还是物料,恰好不参与产能计算;而保留下来的数据都直接影响到排产结果。张厂长并没有去面对和整理海量的生产数据,而是根据多年经验积累直接选出什么工序、什么设备、什么物料影响产能和交期必须有数据,
把不影响产能和交期的数据全部忽略掉——而这恰恰是APS联合办最缺少的东西,联合办的数据是全面铺开、面面俱到,
产能和非产能数据没有区分,导致无法分工合作,因而事倍功半。张厂长不仅精确挑选出影响产能的工序和资源,还在适当的地方做了工序和资源合并;在必须的地方做了工序和资源细分,因此数据更简单、结构更清晰、结果更精确。在产能正确的前提下,越简单的数据蕴含的技术含量越高。
但很明显的结论是:企业不能用张厂长的这套数据来做APS排产。因为这套数据的
排产结果只是订单交期和车间生产关键内部节点,缺少必要的生产管理细节,不能带动与生产相关的后勤、质检、物流、采购、销售等部门的工作计划,是不完整的APS计划。但是
,APS联合办很快发现这只是一个很小的问题,因为只要以这套数据为基础,再把其他数据增加进去就可以得到完整和完善的数据。加数据的前提是‘不影响产能’,这个前提恰恰很容易实现。为什么很容易实现?具体方法总结如下:
1)增加任何新工序,只要时间为0,则不影响产能;
2)增加的工序时间可以不为0,只要逻辑关系不在产能主线上,而处于‘逻辑分支状态’,一般不会影响产能;
3)增加的‘逻辑分支工序’只要没有资源,不影响产能;
4)给工序增加任何资源,只要不是‘约束资源’,不影响产能;
5)增加的资源可以是‘约束资源’,只要负荷为1%,一般不会影响产能;
6)给工序增加任何物料,只要是‘非约束物料’(不计算未来库存),不影响产能;
7)给工序、资源、物料增加任何任何新的‘自定义项目’,不影响产能;
有了以上‘不影响产能’原则,APS联合办的工作内容就大幅简化了:只要给出一套如张厂长的产能正确的工艺数据;之后再把不影响产能的
业务数据维护权交给各个业务部门。各业务部门从自身的需求出发,在不影响产能的原则下可任意在APS上增加自己需要的数据。工艺部留一两个人把关审核一下即可。
可以确保未来下达的每个APS计划不仅交期和节点时间准确、满足有限产能和优化要求,而且带有各个业务部门要求的数据,满足整个企业的生产管理需求。
APS联合办的工作内容大大简化了,但工作量和工作压力可能更高。他们无法再机械地整理全部生产数据,而必须把张厂长
获得经验的过程独立经历一遍。最典型是深入到生产现场的每个细节,去寻找和发现表面数据掩盖下的真正产能核心
,必要的时候还要对很多生产细节做分解、合并、变形、抽象,得到APS产能数据。当然这是技术含量极高的一项工作,以前只是少数现场管理者才有的经验,也是被
企业长期忽略的一项基础数据工作。它的最终结果看起来只是一套普普通通的工艺数据,但其中包含最纯粹的,经过核定的企业有限产能,对
企业生产管理至关重要,称为:产能核定工艺。
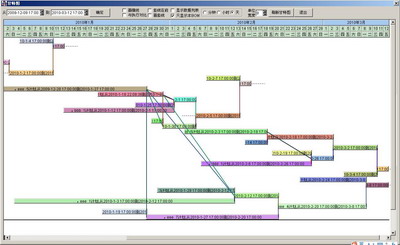
如果把典型沏茶模型作为‘产能核定工艺’,其核定的产能是25分钟。在实战排产中增加各部门的业务数据后,成为如下图所示的‘日常沏茶工艺模型’:

从图中红圈可看到:
1)财务部要求买茶叶后先‘报销’,同时记录价格、金额;
2)后勤部要求烧水之后必须‘清理’且做MES报工,以统计工时、工资(清理与沏茶无逻辑关系);
3)物流部门则要求洗杯子前按照流程‘领用’杯子,记录杯子的领用数量。
很明显这些工作是日常工作计划的必须,同时它们又不参与有限产能计算,不影响沏茶模型的最短时间25分钟。该模型与下图作为‘产能核定工艺’的
标准沏茶模型相比,不难总结以下特点:

1)概念简单:‘产能正确’是企业对它的唯一要求,对大多数企业可以简化成:交期正确。
2)测试简单:产能是否正确的测试方法很简单,只要试排一下,再查看APS计算结果与实际生产交期和关键节点时间是不是相符即可;
3)数据简单:‘产能正确’要求本身剔除了所有为现场调度、MES报工、统计分析、绩效考核、生产报表等其他目的而存在的生产工艺数据和信息,而传统生产管理总是把这些数据掺杂在一起,导致十分混乱,
4)发现问题简单:由于数据简化,概念简单,只要发现时间不对、交期不符就是有问题,当然判断如何解决问题、是否解决问题也相应简单。
5)职责简单:APS数据维护部门不再关注非产能的业务数据,也不承担相应责任,可把全部精力集中在有高技术含量的‘产能核定工艺数据’上。
APS就像一辆大货车,‘产能核定工艺’是带动大货车行驶的动力,负责有限产能和优化时间排产,之后就可以给这辆大货车装上货物。作为APS货物的业务数据
可以多种多样,只要不改变产能计算结果即可。最常见的业务数据如下:
1)为MES报工而附加在APS上的数据;
2)为现场调度而附加在APS上的数据;
3)为生产日计划、月计划等生产报表而附加在APS上的数据;
4)为绩效考核而附加在APS上的数据;
5)为方便质检、后勤、物料、采购而附加在APS上的数据;
6)为与ERP和MES等其他系统连接而附加在APS上的数据;
7)为计算成本和财务报表而附加在APS上的数据;
......
企业得到最关键的‘产能核定工艺’以后,再增加任何业务数据虽然也需要一定技巧但是非常简单轻松,没有技术含量。各业务部门不再是APS的数据维护者,而是
搭乘APS大货车的乘客,是APS的消费者。
‘产能核定工艺’起到日常排产工艺模型的‘原始数据’或‘母-子工艺’的作用。这样把高技术含量与无技术含量的工作完全分开后,各部门发挥所长,各取所需,整个企业对APS的感受是基础数据更简单,运转更顺畅。
‘产能核定工艺’建立以后,各部门增加业务数据的需求可能会千变万化,把全部业务数据加入到一个‘带完整信息的APS工艺模型’以满足所有需求当然是可以的,但是如果数据量过大实际使用中会很不方便。此时还可以再剔除一些不重要的业务数据,建立一个只包含必要和关键业务数据的简易工艺模型。下达计划的时候用简易模型这样数据结构更简单
、重点更突出、数据量更小、计算和查询速度更快。需要的时候可再引用‘带完整信息的APS工艺模型’,与简单报表二次开发功能相结合,同样可以满足统计分析、生产报表、MES报工、现场调度、数据连接
等需求。
更进一步,企业还可以用同一个‘产能核定工艺’建立很多个内容完全不同的‘带完整信息的APS工艺模型’,不同数据可以有不同目标,甚至
数据之间存在矛盾,可用于不同目标的统计分析、绩效考核、MES报工和现场调度,称为‘影子工艺模型’。下达计划以后,针对不同管理目标
,只要结合不同的‘影子工艺模型’就等于得到了不同的排产结果,而不必重新下达计划。由于影子工艺模型并不用来排产,只在排产后结合计算结果使用,就像一个报表
和生产管理辅助工具,因此APS对它没有任何限制,权限可以进一步放开,即使改变产能也是允许的
。这种影子模型存在的唯一目的是灵活方便。当然所有进一步功能都建立在‘产能核定工艺’的产能正确基础上,也更加突出了‘产能核定工艺’的重要性。
未来企业应建立三级工艺模型权限:对‘产能核定工艺’的建立和修改必须由专人严格管理;对日产生产管理和排产工艺模型应做必要的审核;对‘影子工艺模型’则可以
完全放开权限,不熟悉APS的人也可以把自己的业务数据加入到‘影子工艺模型’。
错综复杂的APS产能数据与灵活多变的生产管理需求完美结合在一起。
|