|
生产排产需要多少个优先级?
关于优先级,此前已经描述了一种最简单的情况:每个订单有一个优先级,决定了企业有限产能的使用顺序。也描述了最复杂的一种情况:企业没有任何优先级的要求,计算机必须给出一个合理的、优化的顺序。第三种情况就是多优先级,也就是一个订单不能只有一个优先级,而有多个不同的优先级。这种情况应不难理解,在很多企业中很常见,但是被充分认识和精确计算的很少。
比如有些电器企业,生产工艺中包含‘加工’和‘加热’工序,‘加工’是每个零件单独进行,而‘加热’是在一个大容器中一起进行。当高优先级的订单与低优先级订单冲突的时候,‘加工’工序的设备和人员可以‘加塞’,重要的工序把次要的工序挤到后面去。但是到了比较特殊的加热工序,一旦安排好加热的顺序等于已经开始加热,无法再做任何调整,此时所有计划必须按照先来后到的顺序进行,高优先级加塞的方法已经行不通了。其排产特点是无优先级,或者优先级为0。
更复杂的情况:一个生产工艺中的‘车床’工序是关键核心,必须用高优先级加紧完成,之后的‘磨床’工序和‘包装’工序就显得没那么重要,可以推后进行。又比如在经常停电的企业,用电的工序会比较紧急,手工操作的工序可以暂缓。再比如食品加工企业,用到鲜活原料的工序必须加紧完成,而印刷说明书就可以稍缓进行。对此类情况的最简单描述就是前后工序的优先级不同,‘车’的优先级高而‘磨’的优先级低;用电工序优先级高而手工工序优先级低;鲜活品加工的优先级高而印刷的优先级低。一个计划中不同生产工序、不同生产阶段有不同的优先级。那么,一个计划中到底有多少个优先级?如何确定这些不同的优先级?
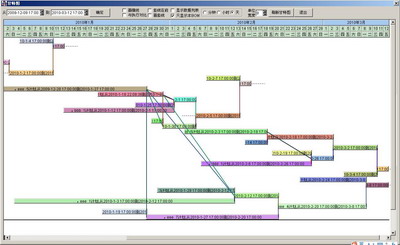
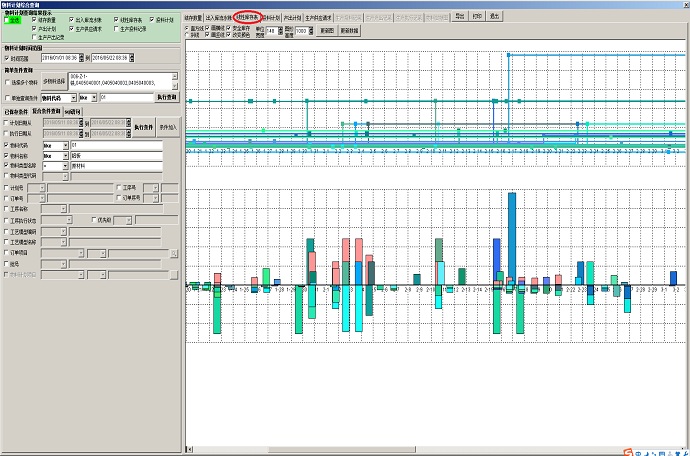
生产工艺是由工序组成的,工序的数量就是优先级的最大可能数量,小吉星PRM2011以后的版本支持每道工序有一个独立的优先级。可以想象一个计划有N道工序,每道工序有自己的优先级,这个计划就有N个不同的优先级。同时,N个不同优先级的工序之间还有逻辑关系、资源设备、物料供应、而且还有时间优化的要求作为限制。这样,企业宝贵的、有限的产能得到最精确的安排,排产结果最大限度满足了管理者对生产计划的要求。虽然N个优先级这种情况极少,大多数情况不过是某一道工序有特殊的优先级要求。但是从软件,从生产管理的角度,必须把生产排产理解成每道工序有自己的优先级。这对管理者尤其是一个挑战,如何灵活、合理安排每道工序的优先级?从生产工艺角度出发还是从物料供应出发还是从销售订单出发,这都是管理难点。新的软件概念和排产方法必然导致新的管理思路和模式,促进企业的变革。
单优先级是最简单和容易理解的,从单优先级到无优先级对软件来说是一个极大的升级和质变。而从单优先级到多优先级对生产管理者来说是一个极大的提升和质变。如何利用好这个概念和功能?企业管理者和软件开发者要思考的东西还有很多。
|