|
APS改变了企业生产管理的最基本模式和方法,但是企业原有的生产管理内容不会减少,而是换一种更精确的方式在APS系统中延续。APS的改变有一个特点是以前完全依靠人的经验现在变成更多依靠数据。那么生产现场和车间人员是否变得只认数据而轻视生产管理者和企业领导?换一个说法是生产管理者如何继续用APS对生产现场实现必要的把控?其中一个重点是领导如何给生产以适当的压力。
很多企业领导平时习惯去车间生产现场转一转。当然会看到各种情况,比如有的人看起来很忙,有的人看起来很清闲。但这大部分都是表面现象,有人连续生产十个小时刚好在休息;而有人一直在休息领导来了才开始工作。这些复杂情况从现场是看不出来的,除非领导长时间连续观察,当然这很难实现。
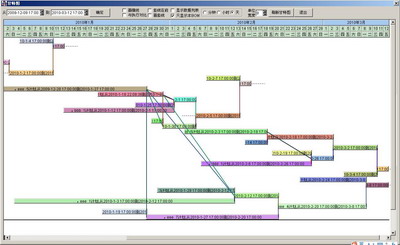
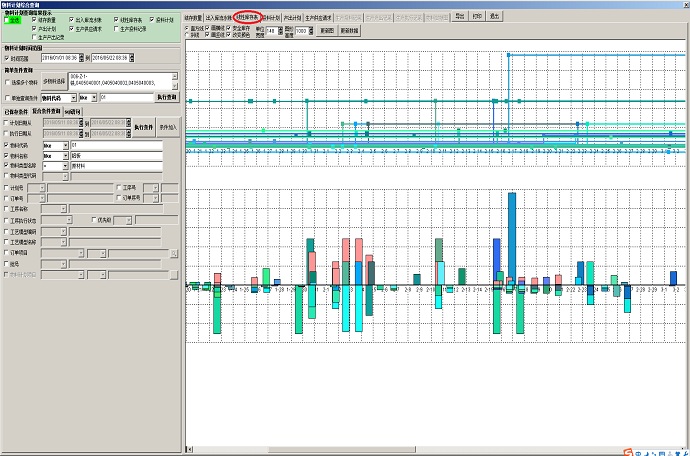
我们知道在APS系统中企业领导要想深入了解生产情况必须看统计数据。想看未来计划的紧张程度,APS里的资源甘特图课可以一目了然;想看历史工作记录,有MES实际生产报工的甘特图;想看实际生产完成状况,有资源完成率、资源紧张率等统计分析数值。
但后面的工作更重要。深入了解生产情况以后,领导的目的是要对生产保持适当的压力。第一要求是不能太清闲,生产现场必须保持尽可能快、尽可能多完成生产,这是传统生产的管理要点。过于放松当然不好,压力过大也会出问题。那么企业领导应该用何种方法给生产现场施加适当的压力?一般是管理层给下级传达任务指标,上级逐级控制下级,再由各班组长给工人安排具体任务,配合以各种宣传动员。缺点是过于依靠领导艺术、个人经验和企业管理习惯,难以精确控制。那么在APS里如何实现数字化的、精确的压力管理?
APS对生产压力的控制可以分成直接方法和间接方法,直接方法有以下:
一:增加、减少工作日历时间
增加压力最简单的方法是在APS工作日历中直接增加工作时间,增加的工作时间也就是加班时间,当然生产压力也增加。相反从APS工作日历中减去工作日历时间,则休息时间增加,直接减轻压力。
二:延长、缩短工艺标准工时
APS工艺模型中的标准工时是一个很有弹性的生产参数,一般企业以平均熟练操作程度来定义标准工时。如果以熟练工人的标准来定义则会缩短标准工时。标准工时缩短一点生产就紧张一点,标准工时加长一点生产就松一点。APS还可以通过调整资源负荷、最大负荷、资源组构成等间接方法调整标准工时。标准工时缩短等同于增加工作日历时间,是一种简单常用的加压方法;反过来增加标准工时等于增加休息时间,是一种减压的做法。
三:调整资源负荷
APS里的‘资源负荷’是企业有限产能的重要参数,通常决定了并行生产的数量。如果一个车工组有10个人,平时一般同时开动3台设备,紧张状态可以增加到5台。则平时一台设备占用该车工组的负荷是33%,在生产紧张状态下把一台设备占用车工组的资源负荷降低到20%,等于要求该车工组同时开动5台设备,提高生产压力;反之如果把资源负荷提高到50%,则车工组同时只会开2台设备,减轻生产压力。企业生产人员的数量通常是动态变化的,APS对人员班组的工作量和工作压力也可以用这种方法动态调整。
四:设置缓冲时间
如果订单交期是10号,生产计划一般会在8号完工,提前的2天就是缓冲时间。多数企业会给订单设置合理的缓冲时间以确保交期。缓冲时间越长计划的开工时间也越提前,对生产压力越高。有一种极端情况是APS计划的开工时间是在昨天、前天。在今天之前开工当然不可能实现,但只要完工时间是在未来,通过加班赶进度
按时完工是有可能的。APS可以通过计划开工时间
向前增加生产压力,相反计划的开工时间越晚则生产压力越低。
APS调整生产压力的间接方法有以下:
五:APS计划实现率与绩效考核挂钩
APS定义了企业生产目标,在现场管理中把APS目标实现率与绩效考核、工资奖金挂钩,是一种加压的有效方法。平常的生产延误是否需要工人加班加点赶回来?与其让领导来决定,不如由车间和生产现场自己来决定,当然现场人员会做很多综合考虑,其中APS目标与工资奖金是否挂钩是重要原则。APS与绩效的联系越紧密,要求按照APS计划完成生产任务的生产压力越大;反之绩效考核与APS目标脱钩,则会减轻生产现场压力。
六:计划调整临界点管理
APS生产计划变与不变的‘临界点’管理是APS系统的重要管理内容,提高APS‘临界点’是对生产延误不相应推迟APS计划,交期和生产目标不变,等于要求加班赶进度保交期,生产压力自然提高。反过来降低临界点是对生产延误在APS上做连锁反应计算,APS的交期会被推迟,生产目标降低,则降低生产压力。
七:生产预警临界点管理
如果生产执行报工数据与APS计划不符,APS系统会自动发出预警和提示。一般小的只差几分钟的‘不符’属于正常情况肯定不需要处理,只有达到一定程度的‘不符’才有必要预警和提示,否则现场管理人员会陷入预警数据的海洋。执行与计划的不符达到什么程度才需要预警、什么程度必须处理?对其中‘度’的管理很重要。APS里可以灵活定义这个程度。比如在生产情况比较紧急的情况下领导规定:执行差异时间达到1小时必须预警,达到2小时必须处理。而在生产任务比较松的情况下,执行差异达到1天才预警,达到2天才处理。预警条件的设置直接决定现场调度的工作强度,也决定了生产现场的工作压力。
传统的压力管理完全依靠人的经验和直觉,难以从量上精确把控,也不好衡量最终效果。APS与传统管理方法完全不同,加压和减压都是精确的定量控制。比如把工艺标准工时缩短10%;下个月加班时间增加20%;把车工班组的资源负荷降低10%;工序延误1天扣5%奖金;订单延误2天以内必须车间主任批准而2天以上必须副总批准;重要订单的开工时间允许提前1天;优先级50以上订单必须保留2天缓冲时间;现场执行差异2小时必须预警3小时必须处理……APS用这些精确参数体现生产压力的大小,企业领导有多种科学方法进行灵活调控,加压和减压的结果也体现为精确的APS统计数值,容易判断和决策。
从此企业领导再也不用每次遇到紧急情况就开大会宣传鼓动和高喊口号。
|