|
2019年中开始,小吉星APS对基础数据的称呼将从‘工艺流程’改为‘工序列表’,这只是名称上的改变而数据本身没有任何变化,但是它意义重大,让企业实施APS的门槛彻底消失。
说到生产管理基础数据,最常见的是工作信息或工序数据。具体内容如:工序名称、工时、资源、先后顺序、投入产出物料……还有一些工序属性。不同企业有多种不同叫法,比如有些企业称为‘工艺路线’;有些称为‘工序清单’;有些称为‘工艺流程’;有些称为‘工作流’;最简单的称为‘工序列表’。
虽然在不同企业里称呼不同,但是数据内容基本上是一致的,使用方法一般也限于:生产管理报表、现场调度表格、生产报工表、绩效考核表、工资奖金填写表等,对数据的精确性和完整性没有太高的要求。
当这些简单传统数据成为APS基础数据,APS与传统生产管理从概念上到理念上的差异就会体现出来。因为APS产能计算对工序、资源、时间和先后顺序的定义非常严格,准确度要求很高。特别是‘有限能力’、‘逻辑关系’、‘精确和完善’这几点必须达到较高的标准才适合做排产计算。为了突出与传统生产管理的差异,APS对基础数据习惯称为‘工艺流程’。‘工艺’体现其对数据的精确性要求高;‘流程’体现它对逻辑关系和产能的要求高。‘工艺流程’这个称呼概括了APS对基础数据的高标准和严要求。
随着APS理念不断发展进步,APS软件功能不断加强和丰富,是否对APS基础数据的要求也逐步提高?实际情况恰恰相反,APS对基础数据的要求逐步降低。不完整和不精确的生产数据在以前就像垃圾数据,无法用于APS排产,而现在则完全可以作为APS的基础数据。最关键的提升就在于原本以‘理论产能计划’为唯一目标的APS包含进了‘现场调度’,甚至以现场调度为系统核心。不仅极大丰富了APS的管理内容和管理范围,提高了管理水准,更降低了APS的实施难度和门槛高度,甚至允许企业无基础和0数据入门APS。
在传统生产管理模式下,车间调度者只要掌握整个生产中关键工序的节点时间、关键设备和关键物料,然后发出简单的指令,再由工人在实际生产现场掌握具体工序、具体时间、小的设备和不重要的中间品物料等,即可顺利完成生产。这个传统生产管理过程不需要工时、逻辑、资源、物料等信息,也不要求精确和完善,最多只需要一个‘工序列表’。APS当然不可能在这样粗略的‘工序列表’基础上制定出精确的有限产能计划。
但是APS可以放弃有限产能而先用于现场调度,这样的APS对车间来说只是一个帮助发送调度指令的工具、生产表格的打印机和实际生产记录器。APS没有任何前提条件和门槛限制,也不需要提前准备数据,可称为‘无门槛0数据’。但APS制定精确有限产能计划的远大理想和目标没有丝毫降低。APS通过现场调度可以快速掌握精确的产能数据,更好实现自己的远大理想和目标。
‘无门槛0数据’APS现场调度的特点就是不要求完善,不要求时间精确,不要求逻辑关系准确,也不要求产能信息,也不要求有物料信息,因此不完善和不精确是它的最大特点,基本就是传统手工生产管理的直接翻版。此时的APS数据自然也难以承担‘工艺’和‘流程’这样的称谓。由于它的构成只是简单的工序罗列,因此改为‘工序列表’比较适合。
APS的基础数据从高标准严要求的‘工艺流程’变成平庸的‘工序列表’,但对企业是极大的好消息。当生产管理者希望改变和提升,不必担心自己是否做了足够的准备;也不必担心是否能拿出足够精确和复杂的基础数据;也不必担心管理水准和人员素质是否能满足APS要求;甚至不必担心增加工作量。只要给车间提供一个发信息和报表打印的软件工具,企业生产管理即可走上正轨。
从‘工艺流程’到‘工序列表’看似只是简单的改名,但从理念上,APS必须从纯粹的产能计划提升到四层结构理论;具体功能上则更是要求大量升级,小吉星APS为此专门开发的功能包括但不限于以下:
1)
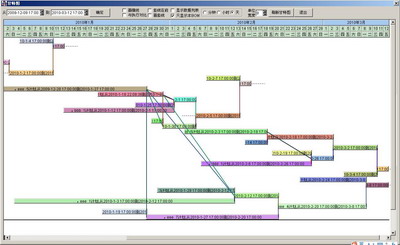
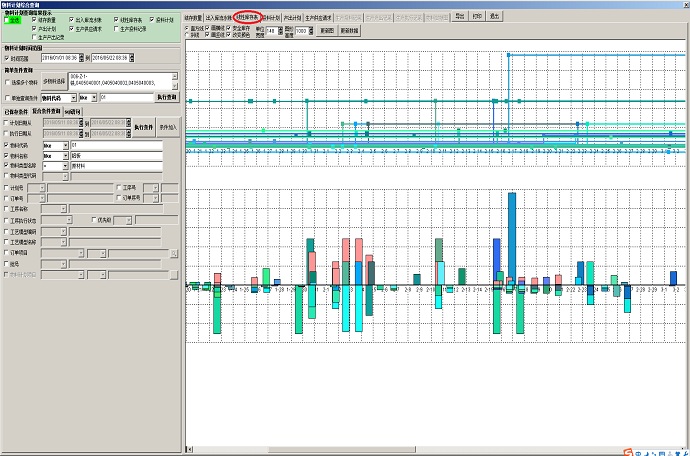
甘特图手工拖动现场调度系统
2)
手工调度与工艺数据之间做对比分析和提示功能
3)
手工调度与理论计划的自动预警功能
4)
手工调度与MES的自动对比和预警功能
5)
手工调度的连锁反应计算功能
6)
手工调度的现场决策支持功能
7)
把手工调度数据自动转为APS工艺数据的功能
8)
对手工调度计划的复杂查询统计功能
9)
手工调度的多种简易录入方法
10)
甘特图上拖动派工功能
以上功能的研发延续多年,至今仍在不断提升和改进。正因为有了这些新功能作为前提和保障,企业实施APS的前提条件才从‘工艺流程’变成了‘工序列表’,让APS门槛彻底消失。
|