|
以下是一些很简单的排产概念
1)流程工序:是指一道工序从开工起必须连续进行直到完成,中间不能中断,这是大多数企业对工序的要求。
2)资源组:在多个可选择的设备里找到一个最合适的资源。
3)离散资源组:如果在一段时间内资源组中的资源允许互相切换称为离散资源组。
4)产能负荷概念:一个资源其中一部分产能被工序占用,其他部分还可以同时做其他的工作,用一个百分比数值来表达负荷。
5)动态负荷功能:如果资源负荷不固定,允许在不同环境下使用不同负荷,为动态负荷。最常见的是规定一个负荷区间。
6)辅助资源组:一道工序除了主设备是资源组中选择,其他辅助设备也从资源组选择,二者必须协调一致才能完成排产。
7)临时停用:用户可以随时指定某资源临时不参与资源组的选择。
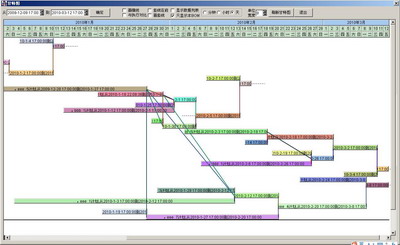
以上每个功能都很简单和基础,但是把这些简单功能加在一起则构成一个复杂和实用的全新功能。最典型的如模具生产:主设备机台要从机台组1、2、3、4、5中选择,作为辅助资源的模具从模具组A、B、C、D、E中选择,要求机台和模具一一对应;最少用一个机台与一个模具,最多不超过三机台与三模具;工序连续但机台和模具可以切换,在如下图所示的复杂排产环境下如何排产?
上图红线大致把这段排产时间分割成五个时间段,新计划在不同时间段必有不同的机台与模具的组合。APS的计算结果如下图所示: 
简单分析一下,首先第一条红线的左侧虽然存在机台和模具都空闲的时间,但是由于很快遇到ABCDE模具都被占满的情况将导致工序中断,而流程工序不允许中断,因此放弃红线左边的时间。
红线之间的第一段时间只有ABC模具空闲,所以APS安排A、B、C模具与机台1、2、3对应;第二时间段只有C模具空闲所以安排C模具与机台4;第三段只有机台4、5空闲所以安排A、B模具与机台4、5;第四段虽然全部空闲但是工艺规定最多安排3机台3模具,所以安排A、B、C模具与机台1、2、3。
APS计划的特点是在每一个时间段动态满足排产的前提要求,而且最大限度发挥机台与模具的产能。
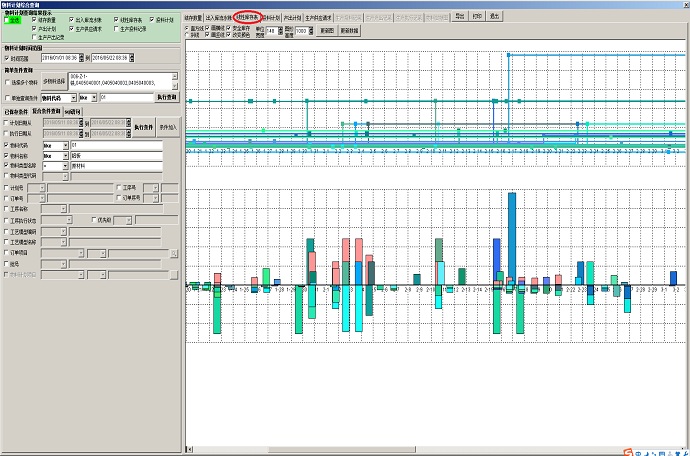
再增加加一个复杂点的排产条件:如果机台4被临时停用,则APS的排产结果如下图:
图中的第三段由于机台4被停用导致只有机台5可用,因此APS只选择模具A与机台5对应。篮圈处B、C模具的空闲是由于没有机台可以对应。又由于减少了机台导致产能的降低,因此红圈处是APS为弥补这段失去的产能而增加的生产时间。
这样的功能第一能让企业得到精确的产能计划;第二极大降低现场调度和派工的工作量。
企业从来没有一个‘流程工序+资源组+离散+动态负荷+辅助资源组+临时停用’的排产思想和理论。但APS只要把日常生产问题逐一解决,最终很多小功能积累起来就会导致这个复杂排产结果的出现。说明APS必须是一个长期逐步积累和逐步完善的系统。
|