|
用一个简单的例子来描述‘伴随资源’概念:某中间品30件的热处理工序需占用A热处理炉,该炉最大可放置10件,因此该工序占用A热处理炉50%的负荷;但同时,每次把中间品放入A热处理炉还必须占用一个夹具B,一个容器C,才能把中间品正确放置于热处理炉中。而企业一共有3个夹具B和3个容器C,因此排产必须同时考虑
这是一种在企业中很常见的生产场景,对APS来说必须引用一个新概念:伴随资源。此例中的三个资源A、B、C并非完全平等。‘A热处理炉’无疑是主资源,该工序的开始、结束时间以及可处理的中间品数量都由它决定。但夹具和容器必须与热处理炉同时使用,缺少了就无法开工,因此它们也是有限产能的一部分,称为‘伴随资源’或‘辅助资源’。
主资源决定时间和数量,伴随资源约束产能,下面看一个具体的排产例子:
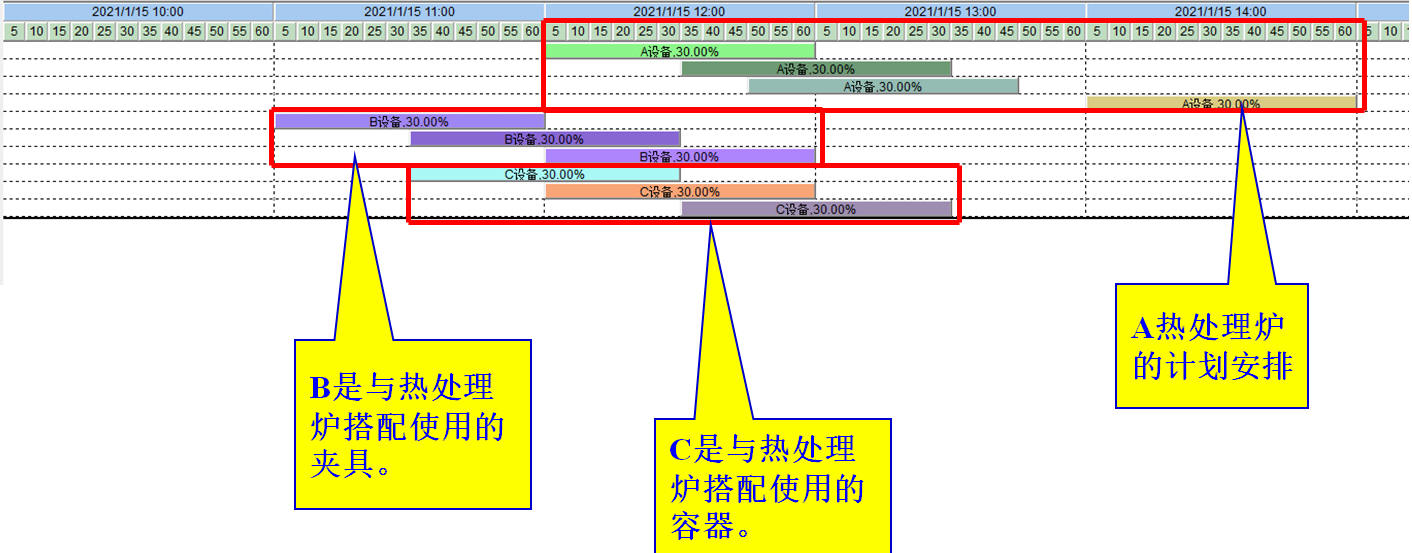
首先A热处理炉和B夹具、C容器已安排一些计划,如上图。
在此前提下,要求以15:30结束为条件热处理30件产品,应如何安排计划?APS给出计划如下图:
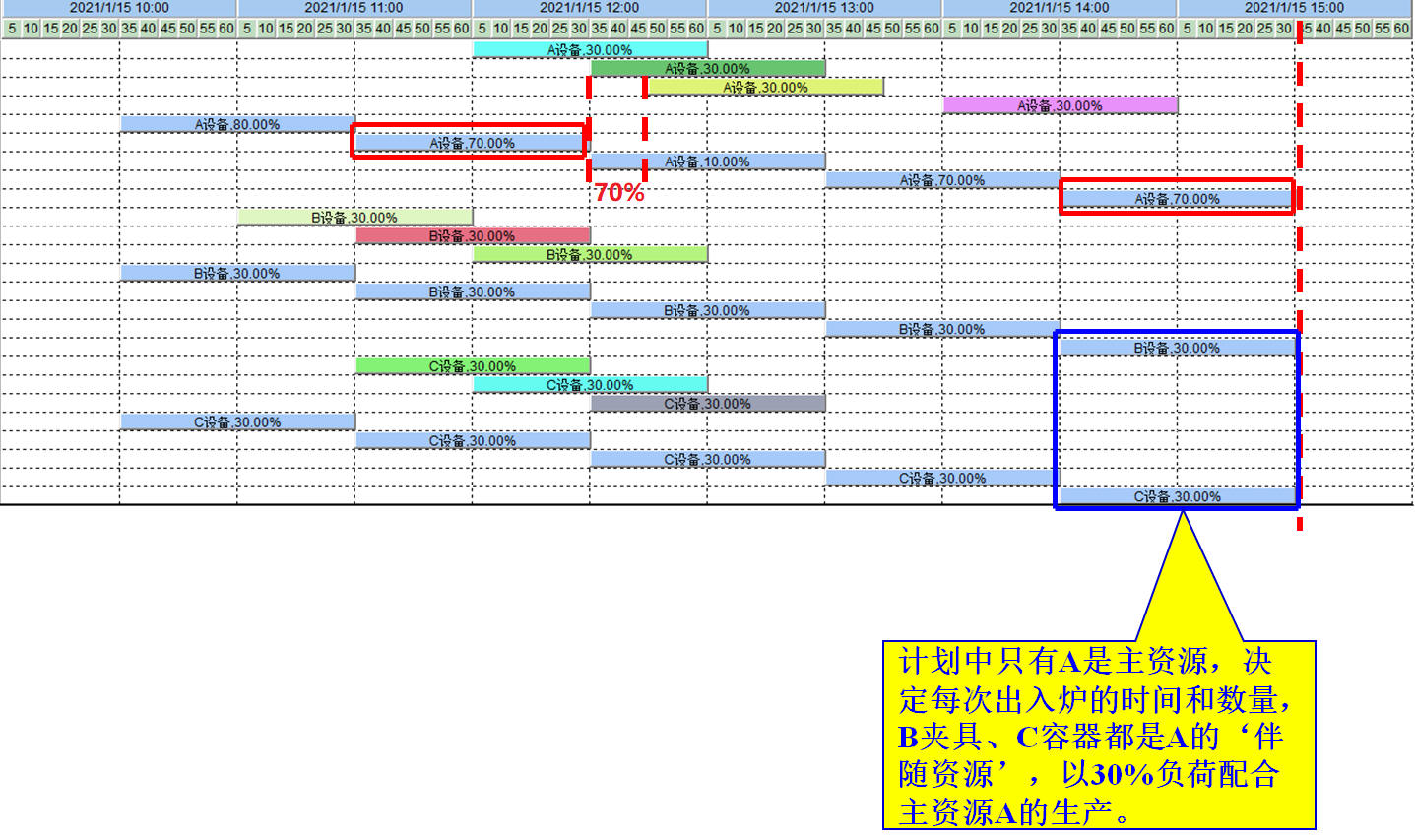
注意由于是倒排,红线是APS计划要求的最后一炉的出炉时间,且每次A入炉和出炉一定伴随B和C的30%负荷计划。但是注意中间红色虚线内的一小段时间,A热处理炉的负荷为70%,剩余30%负荷,且之前时间的负荷更低,也就是这段时间A热处理炉是有剩余产能可以利用的,那么为何APS计划不去占用?这里的计划是否为窝工?
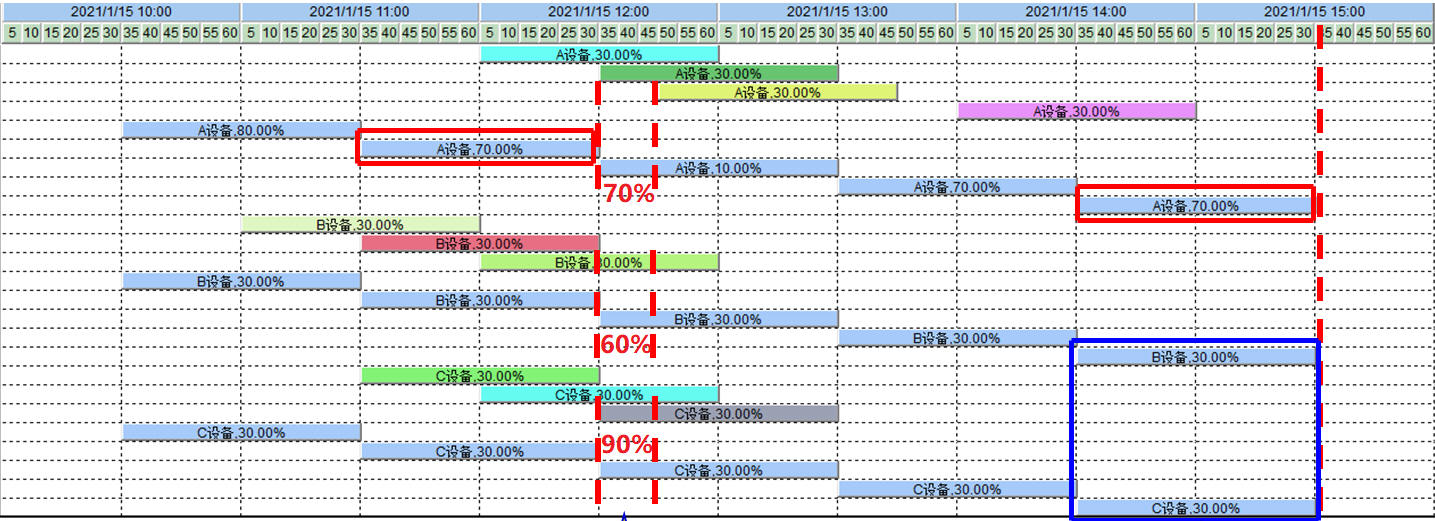
再研究B夹具,发现此时段B夹具被占用的负荷为60%,剩余40%负荷,仍然可以完成计划要求的30%负荷。
再研究C容器,发现此时段C容器被占用的负荷为90%,剩余10%负荷,不满足计划要求。因此得到结论,APS计划放弃A热处理炉此时段的30%负荷是由于C容器的产能不足导致。
实际生产中经常发生这样的情况,虽然关键设备、操作人员、工装和模具等主资源统统都已到齐,可能只缺少一个配套的刀具,事先没有考虑结果它被占用,足以让整个工序无法开工。APS生产计划必须同时考虑到所有产能约束条件,缺一不可。
从以上分析还得到一个结论:只要把关键的C容器产能提高,让C容器负荷从30%降低到10%,则APS计划应该可以占用此时段——在APS上对应调整产能后,再次排产的计划结果如下:
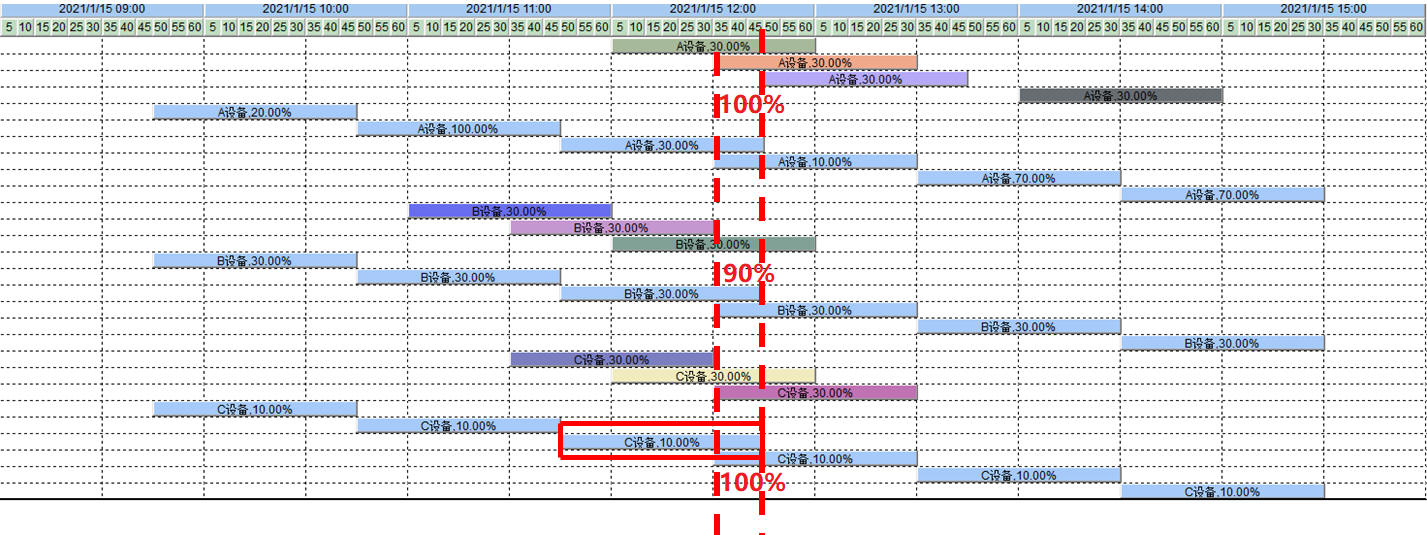
我们看到关键约束条件C容器产能提升后,C容器与A热处理炉和B夹具一起立即占用了之前放弃的那一小段时间,虽然只有很短的15分钟,但让整体资源产能占用率更高,时间更接近期望值。由此可见倒排、定时工序、主资源与伴随资源等功能复杂组合后形成的APS排产效果。
需要再次强调的是,APS制定此计划的时间远远早于实际生产的时间,如此详细的资源计划只是企业的理论产能计划,并非现场作业计划,不要求车间遵照执行,车间有权根据实际现场情况临时决定生产。但无疑再次证明APS的理论产能计划作为企业生产目标是合理的、合格的、经得起各方面的质疑与最严酷环境的考验,因而是强势的。‘强势生产目标’与‘弱势生产目标’相比起到的管理效果当然不可同日而语,最直接提升企业生产管理现状。
|